
I often begin sessions with manufacturers by asking a simple question: When did you last really look at how work gets done inside your building? I’m not talking about a quick walkthrough or a glance at a production report. I mean, when was the last time you actually stopped, observed, and saw your processes the way your customers — and your employees — experience them?
The question tends to land differently than people expect. Most manufacturers have been inside their own four walls so long that they’ve stopped truly seeing what’s in front of them.

That’s the problem I want to solve.
I’ve visited 119 different manufacturers over the past three years as a business growth consultant with Enterprise Minnesota. Every day feels a little like being on a “How It’s Made” episode — high-powered equipment, remarkable processes, genuinely talented people. But here’s what I’ve learned: Even the best machines and the most skilled operators underperform when the system around them is chaotic. We have detours built into our processes, creating workarounds in our systems, stop signs that create delays, and conflicting signals that create questions throughout the process. And most of the time, the waste that creeps into our processes each day is so common it becomes locked into the pattern of our daily routines.
When we miss a delivery, have a quality problem, or watch our costs creep up, it’s rarely because the people on the floor didn’t try hard enough. It’s because the flow of work was constantly interrupted by obstacles we stopped noticing.
This is why I begin my work with manufacturers with a discussion about seeing — specifically, three different kinds of seeing: seeing the process, seeing the workplace, and seeing the work.
High stakes
Before getting into the how, it’s worth understanding the why. Manufacturers in Minnesota — and across the country — are facing a confluence of pressures that makes the ability to see and remove waste more urgent than ever.
Data from years of State of Manufacturing® surveys shows that attracting and retaining qualified workers remain among the top concerns for manufacturers. Combined, those two issues represent the single biggest worry in the industry, and they have for years, regardless of the state of the economy or the other challenges manufacturers have faced.
A 2025 Gallup poll found a closely related workforce issue. The survey revealed that only 31% of employees are actively engaged at work — and 17% are actively disengaged. That’s a staggering amount of untapped potential sitting inside your buildings right now.
Finally, whenever company leaders embark on a new initiative, they face a significant hurdle: the persistent failure rate of change initiatives. Research from Forbes puts it at roughly 70%. The common thread across all of these challenges is that tools, technology, and strategies don’t execute themselves. People do. And people can’t improve what they can’t see.
Seeing the process
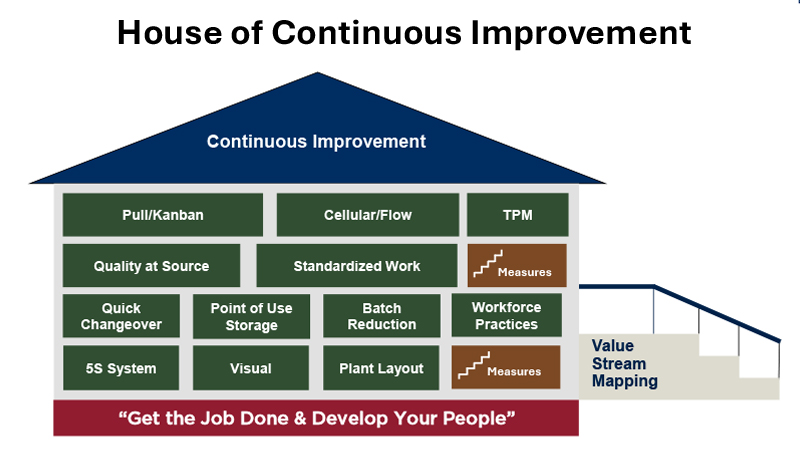
Most people, when asked what continuous improvement means to them, will immediately name a continuous improvement tool. “We do Kaizen,” or “we use 5S.” Those tools matter. They’re all part of what I think of as the “House of Continuous Improvement.” But those tools are useless without the foundation that holds them up — people. Regardless of the tools a manufacturer uses, the whole structure must be held up by a single foundation: getting the job done and developing your people — simultaneously. When those two efforts are separated, continuous improvement stalls.
The “and” is critical, but it’s often ignored. When manufacturers get busy — and they always get busy — getting the job done wins every single time. The product goes out the door, and people development gets pushed to next quarter. But that separation is exactly where improvement efforts die.
Before any tool gets deployed, manufacturers need to genuinely understand what their processes actually look like. But here’s the catch: There are always at least three versions of any process. There’s the version you think exists. There’s the version that actually exists. And there’s the version you’d like to exist. The gap between the first two is what I call the hidden factory — all the workarounds, rework loops, and informal systems that have quietly accumulated because nobody went out to look.
One manufacturer I worked with discovered this the hard way when their largest customer called to say they planned to shift all their business to the company — effectively tripling the manufacturer’s volume overnight. The leadership team’s first instinct was capital expenditure: They needed six more robotic welding machines. Before they pulled the trigger, we did a value stream mapping exercise — walking the entire process from order to delivery, identifying where time was actually being spent.
What we found surprised everyone. Welding wasn’t the bottleneck; assembly was. Specifically, there was a curing wait time on a gasket during the assembly process that, at tripled volume, would have brought the entire operation to a halt. On top of that, operators in the assembly area were spending 35% of their time simply moving parts around within the facility — not assembling anything, just moving material from place to place.
They didn’t need six welding machines. They needed one. The waste was somewhere else entirely.
This is the power of walking the value stream — physically following a product from start to finish and observing what actually happens, not what you believe happens. This exercise is particularly revealing with hot jobs or rush orders. When a job is expedited, everyone clears the path. Waste gets pushed out of the way. Questions get answered faster. You get to see what your process is capable of at its best — and you get a clear view of what’s normally in the way.
Another technique I encourage is called “standing on the X.” Pick a spot on the floor, stand there, and just observe for 15 minutes. Don’t intervene. Don’t ask questions. Just watch. At one company, 15 minutes of standing on the X produced enough observations that the team was able to identify and eliminate roughly half the waste occurring in that area before they even left the floor.
Seeing the workplace
There’s an analogy I love from football: The quarterbacks who win the most games aren’t always the ones who can throw the farthest. They’re the ones who can slow the game down, who see the field so clearly that they make better decisions faster. NFL commentators describe it as the ability to “process” the defense before the snap.
What if we could do that in manufacturing? What if our shops and facilities were organized so visually that problems became immediately obvious — like seeing a linebacker ready to blitz on a football field?
That’s what workplace organization tools like 5S are actually designed to do. And I want to be clear: 5S isn’t about cleaning. When people hear “shine,” they think we’re just tidying up. But sorting, setting in order, shining, standardizing, and sustaining are all fundamentally about one thing — making problems visible before they become crises.
Here’s a real example. A manufacturer had a CNC machine with a mysterious recurring leak. Rather than track it down, they lined the floor underneath with mop pads to soak up the coolant. The machine kept going down, and cleaning up after the coolant leak became “part of the work.” As part of a 5S event, we removed the mop pads, painted the floor white, and cleaned the machine thoroughly. Within a day, the leak location was obvious. They fixed it, and the machine’s downtime disappeared.
The mop pads weren’t a solution. They were a way of hiding a problem in plain sight.
That’s what a well-organized workplace does for your operators. It reduces the cognitive load of finding things, identifying problems, and making decisions. It allows people to work faster and smarter without working harder.
Visibility also means keeping score. If an operator can’t look up from their station and tell within 10 seconds whether today is going well or poorly, they’re operating blind. A well-designed production scoreboard — showing target, actual, efficiency, and current downtime — gives people the information they need to take action before a bad hour becomes a bad day. And just like in a football game, when things aren’t going how we want, we call a timeout. Those timeouts become daily huddles, part of a Continuous Improvement tool called Daily Management. Daily huddles are intentional and focused activity where the team asks what’s going wrong and why, and what they should do differently right now. These are not status reports; they’re problem-solving sessions.

Seeing the work
The third dimension of seeing is the most personal: seeing the work itself. That means understanding what’s actually required to do each job well, and making that visible so it can be trained, standardized, and improved.
Think about how you learned to play a card game as a kid. If someone handed you the printed instructions, you probably set them aside after two minutes and gave up. But if your grandmother played with her cards face-up so you could see why she was making each decision — what she was thinking, what she was watching for — you learned the game almost immediately. That’s the model I use when I think about training inside manufacturing operations.
During a recent workshop breakout session, manufacturers shared examples of processes in their facilities that were hard to train or frequently reworked. The examples were familiar: learning to read a batch and bin label correctly, screwing in certain components without damaging adjacent parts, scheduling custom orders in an ERP system that wasn’t quite smart enough to handle the nuances on its own. In each case, the knowledge lived in someone’s head. When that person was unavailable, the process got stuck. Undocumented knowledge continues to be a risk to our processes and our companies.
When I am working with manufacturers, retirements repeatedly come up as a concern. Roughly 25% of manufacturing employees are 55 or older. When someone with 30 or 40 years of experience retires, the company doesn’t just lose a person — it loses decades of hard-won process knowledge, embedded judgment, and institutional memory.
I’m skeptical when someone describes part of their process as “tips and tricks.” That phrase almost always means there’s no standard work and there’s no job instruction. The only way to learn the job is to shadow the one person who really knows it. That’s fragile, but it’s fixable.
Using tools like structured job instruction, we quickly learn that capturing knowledge and training on that knowledge doesn’t have to be complicated. It starts with three things: the major steps of the work, the key points within each step — the things that make or break the outcome — and the reasons for those key points. When people understand why something is done a certain way, they’re far more likely to do it correctly and to flag it when something seems off.
Toyota’s approach to knowledge capture and training is inspiring. I love a story I heard when touring one summer. When the company opened its plant in Georgetown, Ky., executives went to Japan to learn the processes firsthand. During one assembly shift, a team leader pulled the andon cord — the cord anyone on the line can pull to stop production when they see a problem — because an executive wasn’t getting in and out of a vehicle the way he’d been trained. The executive, who was tall, explained that the standard had been built for people considerably shorter. So right there on the floor, team leaders from up and down the line gathered to watch, observe, and develop a new standard, which was then deployed across the entire operation before the line restarted.
That’s what it looks like when an organization takes standards seriously. Not as bureaucratic documents, but as recognized, flexible, baselines. These are the starting points from which every problem gets identified and every improvement gets measured.
Standards also create the conditions for learning. When employees talk about a problem — when they tell the story of what happened, share the root cause, and walk others through the solution — they’re teaching each other. That knowledge compounds. One improvement inspires another. Over time, a culture of continuous improvement doesn’t require a special project or an annual Kaizen event. It becomes the way people naturally do their work.
What to do next week
Continuous improvement is an iterative process. Research on learning and habit formation consistently shows that environments where people can try, fail, learn, and try again, without penalty, produce better outcomes than environments where failure is treated as a verdict. The manufacturers I work with who have built the strongest improvement cultures are the ones who’ve created the conditions for their people to surface problems without fear.
The goal isn’t perfection. The goal is to see more clearly — your processes, your workplace, your work — and to act on what you find.
The opportunity for major improvements doesn’t always lie in finding a bigger machine or a faster line. It’s learning to see all the wastes and opportunities and starting to chip away at them, one observation at a time.
What is one area that you’ll commit to seeing differently next week? An improvement opportunity is waiting to be uncovered!
Return to the Summer 2026 issue of Enterprise Minnesota® magazine.

